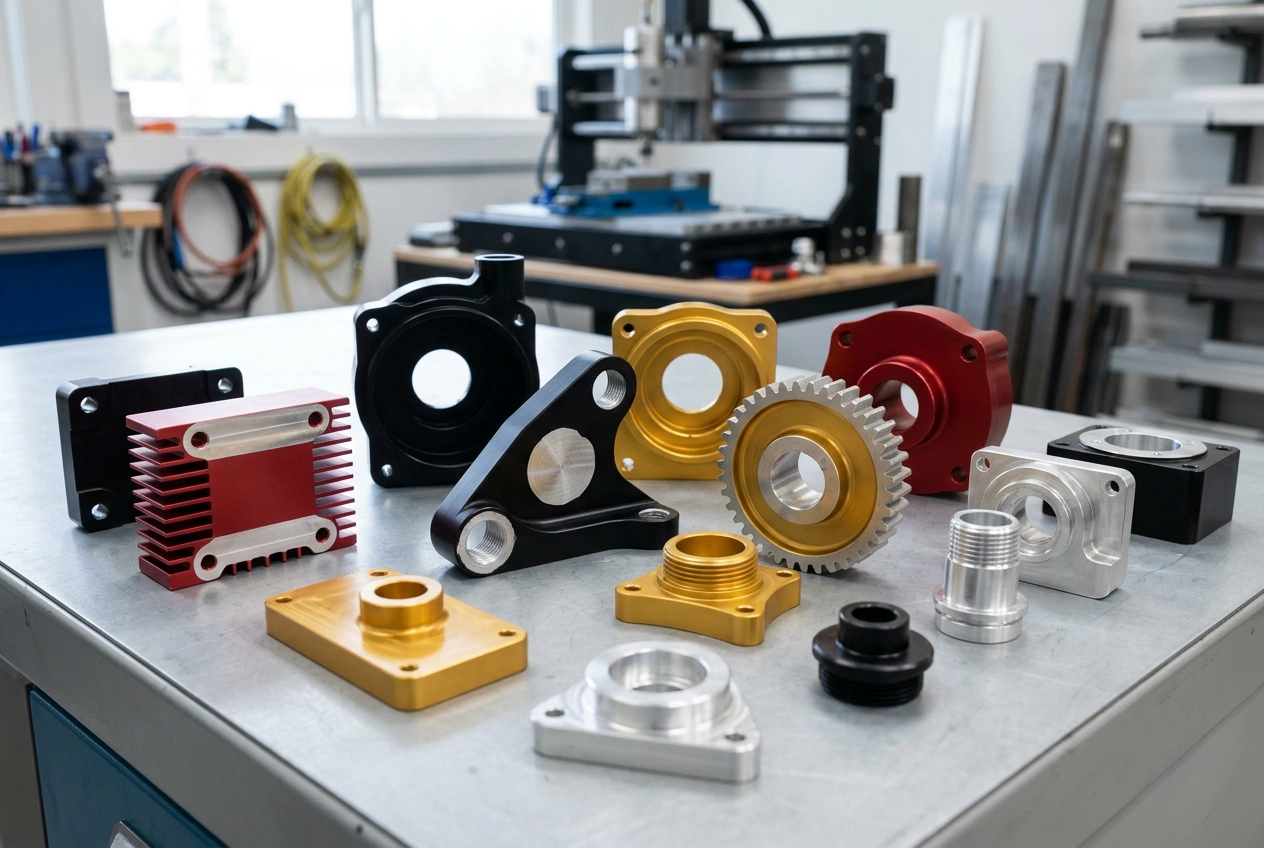
CNC Surface Finishing in China for Machined Aluminum and Steel Parts
CNC surface finishing China programs cover what happens after the spindle stops: anodizing, powder coating, plating, passivation, blast, and polish. We align post-processing with your print so cosmetics, corrosion resistance, and fit all survive final inspection.
- Type II and Type III anodizing on aluminum
- Powder coat, plate, passivate, blast, and polish
- Stock and masking planned with machining
Why Surface Finish Belongs in the Same Program as Machining
Finish is not a sticker you add at the dock. Coatings change dimensions, hide or reveal tool marks, and shift how inspectors read sealing surfaces. When finishing sits on a separate PO with no traveler link, arguments start over who owns edge condition before anodize.
We keep deburr assumptions, rack orientation, and mask zones on the same release as milling and turning so the part that enters the tank matches the part that left the CMM.
Which Finishes Do We Run After CNC?
Match the treatment to the base metal and the job the surface must do.
| Treatment | Typical base materials | Buyer usually specifies it for |
|---|---|---|
| Type II and Type III anodizing | Aluminum alloys | Corrosion resistance, wear, color, dielectric barrier |
| Powder coating | Aluminum, steel, some pretreated substrates | Color, chip resistance, outdoor exposure |
| Electroplating | Steel, brass, some aluminum after strike | Conductivity, solderability, wear, appearance |
| Passivation | Stainless steel | Corrosion resistance without heavy build |
| Bead blasting | Aluminum, steel, stainless | Matte cosmetic, stress relief appearance, prep before coat |
| Polishing | Aluminum, brass, stainless | Reflective cosmetic, reduced Ra before plating |
Exact chemistry, thickness, and color live on your drawing notes or a linked finish specification. We quote to that document, not to a generic finish name alone.
What Should Your Drawing Include for Finishing?
Clear callouts keep first-article cycles short. The list below is the minimum we see on smooth programs.
- Finish type per face or zone, not only a blanket title block note.
- Masking for threads, press fits, grounding pads, and datum targets.
- Thickness or class for anodize or plating when fit depends on it.
- Cosmetic level for powder so we align orange peel and edge pull expectations.
- RoHS or REACH constraints when the part ships into regulated markets.
How Do Machined Parts Move Into Finishing?
Parts leave machining with edge breaks and burr criteria your finish spec allows. Sharp edges can burn during anodize or telegraph through powder. We adjust deburr and corner break before racking when your note demands a soft appearance.
Critical dimensions after coat require stock on mating surfaces. We flag those during DFM so turning or milling does not hold a tight bore to final size before Type III growth eats the allowance.
Related cutting work: 5-axis housings often need selective mask plans; aluminum and stainless steel pages describe alloy behavior that feeds finish choice.

One Program for Spindle and Surface
Finishing works best when machining already planned for it.
Stock for growth
Datums and fits survive coating thickness you specify.
Masking discipline
Threads and interfaces stay clean for assembly.
Traveler continuity
Inspection ties machining to finish in one record path.
Finish spec alignment
Anodize, powder, plate, passivate, blast, and polish scoped to your drawing notes.
Surface Finishing After CNC
What does CNC surface finishing include on this page?
CNC surface finishing covers post-machining treatments we run after milling or turning: anodizing, powder coating, electroplating, passivation, bead blasting, and polishing. Scope stays on the coating or treatment layer, not the cutting process itself.
When should I choose Type II versus Type III anodizing on aluminum?
Type II anodizing suits decorative color, light corrosion resistance, and dye acceptance on many aluminum grades. Type III hard coat adds a thicker wear-resistant layer for sliding interfaces or harsh abrasion. Your drawing should call out the class so we match thickness and seal expectations.
Does passivation replace powder coating on stainless steel?
Passivation restores a passive chromium oxide film and is common on 304 and 316L for corrosion resistance without adding a thick film. Powder coating adds a polymer barrier and color. They solve different problems; some assemblies use passivation on sealed interfaces and powder on external cosmetics.
Will anodizing or powder coating change part dimensions?
Yes on tight fits. Anodize and many coatings add measurable thickness on exposed surfaces. We machine cosmetic stock and mask datums when your print reserves growth for threads, press fits, or gage points. Call out critical faces before finishing so programming leaves the right stock.
What surface roughness or finish symbol should appear on my drawing?
State Ra or Rz targets on cosmetic faces separately from functional sealing surfaces. If only one note appears, we default to the tightest interpretation on visible zones. Linking finish symbols to specific faces reduces rework between machine shop and finishing line.
Can you match a color sample for anodize or powder coat?
Yes when you supply a physical chip or a defined industry color reference. Batch chemistry and oven conditions still create slight variation, so we align acceptance to a band you approve on the first article.
How does finishing tie back to my CNC machining quote?
We quote finishing as a line item with masking, racking, and lot charges. Machining quotes note deburr and edge condition assumptions that the finisher expects. One PO can cover both so traveler and inspection records stay aligned.
What finishing options apply to plastic machined parts?
Many programs ship as-machined or lightly deburred. Some engineering plastics accept paint, laser marking, or vapor polishing depending on grade. We confirm feasibility per material and end use before we promise a cosmetic match to metal parts.
Request surface finishing with your CNC order
Upload drawings with finish notes and mask requirements. We return machining and finishing scope in one quote.
Why buyers choose us
- 12–24h quote turnaroundPricing, lead time, and DFM feedback — fast.
- NDA-ready & confidentialYour CAD files and IP stay protected.
- ISO 9001:2015 certifiedDocumented inspection at every stage.
- No fixed MOQFrom single prototypes to full production runs.