CNC Milling in China for Prismatic Parts and Tight Features
Modern CNC mills in Dongguan deliver CNC milling service China work on pockets, ribs, bosses, and contoured surfaces when your drawing demands predictable size and finish. Programs run under ISO 9001:2015; quotes spell out axis plan, lead time, and inspection so engineering and procurement share one story.
- 3-, 4-, and 5-axis milling paths matched to your geometry
- Aluminum, steel, stainless, brass, titanium, and engineering plastics
- Rapid milled samples when drawings and material are aligned
- DFM feedback before cutters touch the stock
What CNC Milling Does for Your Parts
CNC milling is subtractive: the blank stays anchored while end mills, face mills, and drills follow paths in X, Y, and Z. That makes it the default for prismatic work—flat mates, deep pockets, threaded holes, and sculpted surfaces that would be awkward to produce on a lathe alone.
Most precision CNC milling RFQs come down to three questions: can the shop hold the print, can it repeat on the next batch, and will someone explain trade-offs before you spend budget? We start from a clean CAD handoff and close with measured parts and documentation your quality system can file.

Picking the Right Axis Count for the Geometry
Three-axis milling covers the majority of plate-style and bracket work: the cutter moves along three linear axes while the table holds the blank level. It is fast to program and economical when you can reach every critical face with straightforward setups.
Four-axis milling introduces controlled rotation—often around a single rotary axis—so you can machine features around a housing or indexer without constantly refixturing by hand. That matters when clocking holes or slots must stay on relationship across faces.
Five-axis milling tilts the tool or the workpiece to finish angled walls, impeller-like surfaces, or deep pockets where a stubbier tool needs to stay normal to the surface. Fewer manual resets usually mean better feature-to-feature relationships and a cleaner surface story on complex 3D geometry.

How a Milling Job Moves Through the Shop
Engineering review. We read your solid and drawing together, looking for thin walls, tight corners, or tolerance stacks that will drive cost before CAM starts.
CAM and simulation. Toolpaths, speeds, and feeds are chosen for the alloy or plastic you specified, with collision checks so the first chips are not a surprise.
Fixturing and first cuts. Operators choose vises, fixtures, or vacuum strategies that keep the blank rigid; roughing removes bulk efficiently before finishing passes dial in size and surface.
Inspection and release. Dimensions tied to function get sampled per the plan—calipers, CMM, or visual checks as the print demands—so what ships matches what you approved.
If a program mixes milling with other processes, you can still review our broader CNC machining capabilities—this milling page stays focused on prismatic work from the mill.

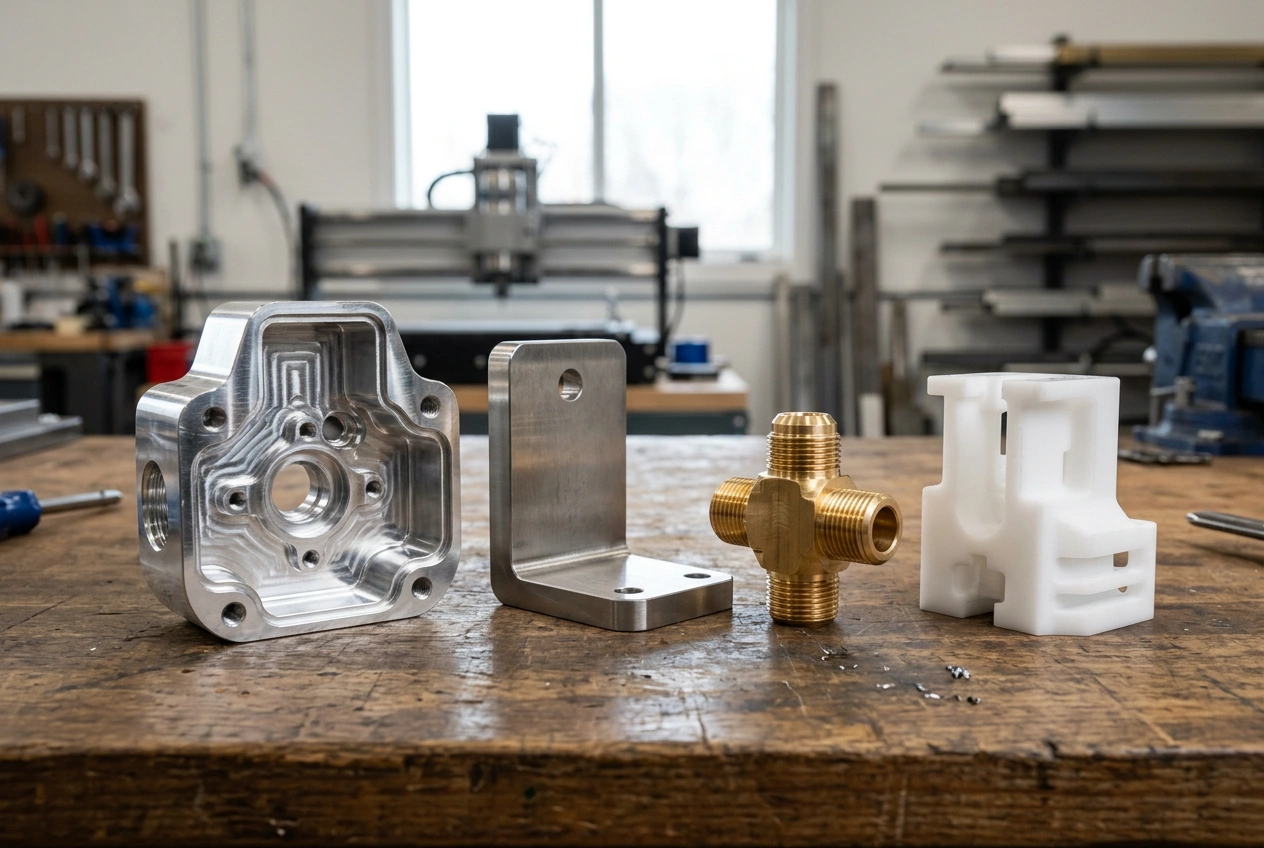
Alloys and Plastics We Routinely Mill
Tool selection, coolant, and chip control change completely between a soft aluminum bracket and a stress-relieved stainless housing. That is why we quote material and geometry together—not just machine time.
- Aluminum: 6061, 7075, 5052, and similar grades for light, stiff structures.
- Stainless and steel: 304, 316L, 17-4PH, alloy and carbon steels for load-bearing and corrosive environments.
- Copper alloys, brass, titanium, magnesium: matched feeds and tooling to control work hardening and heat.
- Engineering plastics: PEEK, acetal (POM), nylon, polycarbonate, ABS, and more—scheduled to avoid melting, warping, or fuzzy finishes.
If you are still choosing a grade, tell us the environment, strength target, and any coating or welding step downstream—we will narrow the list before we lock tooling.
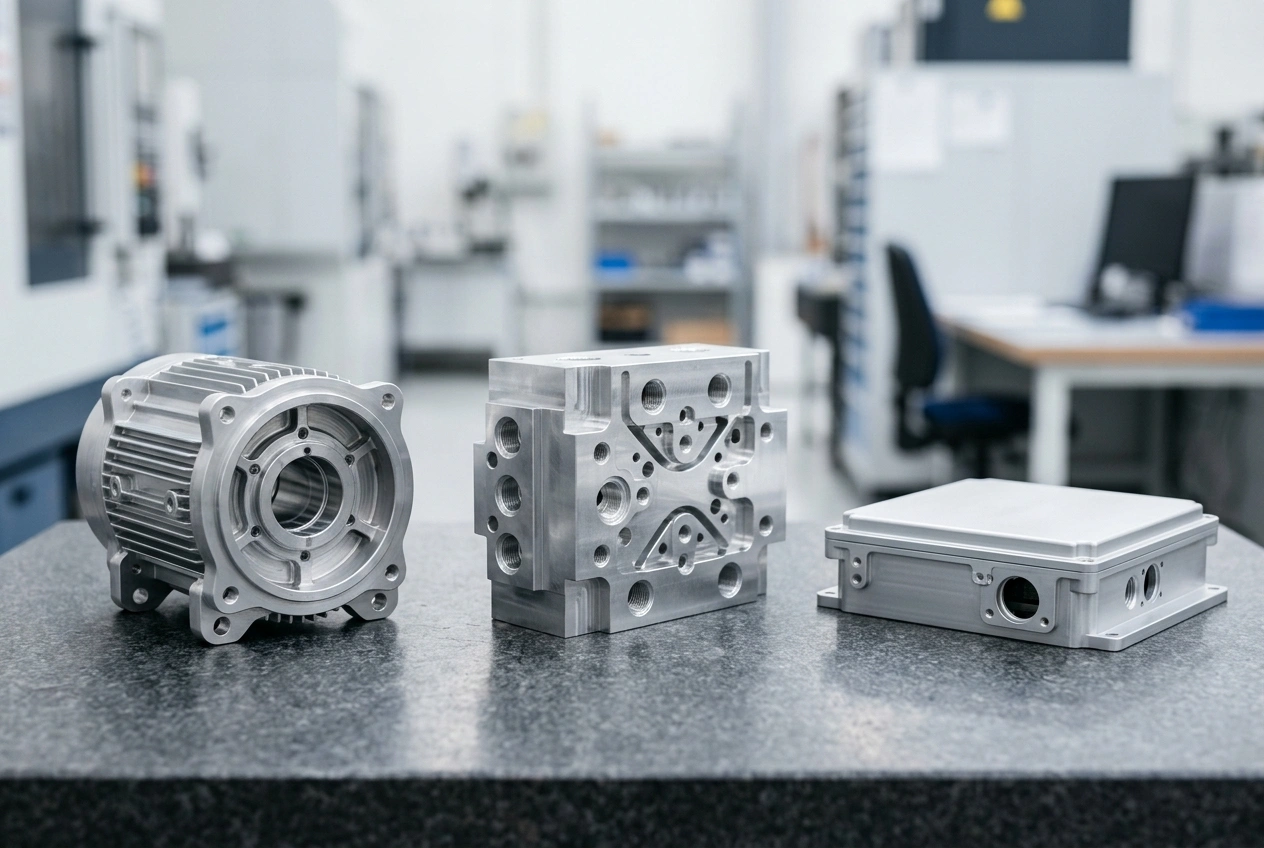
Typical Uses for Milled Components
Milled components power industrial hardware, automation lines, test equipment, and field-service machines. We see heavy demand from teams building automotive adapters and fixturing, medical-style instruments and housings, aerospace-style brackets where weight and documentation matter, and electronics heat sinks and enclosures where flatness and thread quality drive assembly.
You do not need a novel application—just a clear drawing. We translate your requirements into a stable milling process whether you are shipping ten pieces or scheduling recurring releases.
Holding Tolerances and Surface Finish
Milling can hold tight feature relationships when the setup is rigid and the toolpath is tuned. We quote tolerance bands against the actual accessibility of each feature—deep pockets and thin webs behave differently than open floors, and we would rather flag that in quoting than rework it later.
Surface finish is controlled through tooling, stepover, and whether we leave stock for a dedicated finishing pass. When you need a specific Ra, anodize prep, or cosmetic, we align the milling strategy with whatever secondary operation follows—blasting, coating, or polishing.
Inspection records, first-article data, and material certs are available when your order calls for them, so the package is ready for incoming QC—not just the part itself.

Why Buyers Keep Sending Milling Work Here
Everyone runs mills; the gap is whether CAM, fixturing, and inspection were planned for your specific geometry.
Axis Mix, Not Hype
We deploy 3-, 4-, or 5-axis programs when the geometry earns it—not because more axes look better on a slide deck.
CAM That Matches the Floor
Simulated toolpaths and conservative first cuts reduce scrap on complex milled envelopes.
Inspection Baked In
Critical dimensions get planned checkpoints—not a last-minute scramble before packing.
Export-Friendly Packing
North America, Europe, and Australia buyers get documentation and packing suited to long freight legs.
Questions About CNC Milling
What is CNC milling and when is it the right process?
CNC milling removes material from a fixed workpiece using rotating cutters driven by programmed toolpaths. It is the default choice for prismatic parts—pockets, bosses, holes, and contoured walls—where the cutting tool approaches the work from multiple directions. If your geometry is mostly round and axial, turning may be more efficient; for everything else that ships as a block or plate, milling is usually the starting point.
How does CNC milling differ from CNC turning?
Turning rotates the workpiece against a stationary tool, which is ideal for shafts, rings, and long cylindrical features. Milling holds the blank still (or indexes it) and moves cutters through X, Y, and Z (plus rotary axes when needed), which is better for flats, pockets, ribs, and complex 3D surfaces. Many real-world parts combine both; we route each feature to the process that protects tolerance and cost.
What axis configuration do I need for my part?
Three-axis milling covers most prismatic work with single-sided or sequential setups. Four-axis adds rotary positioning so you can reach multiple sides with fewer manual resets. Five-axis simultaneous milling tilts the tool or the table to finish sloped walls, undercuts, and deep pockets with better surface continuity and fewer operations. During quoting we recommend the leanest setup that still meets your drawing.
What tolerances and surface finishes can you achieve on milled parts?
Achievable tolerances depend on material, tool access, and how aggressively we can finish without chatter. Many features are held to standard or precision bands quoted on the print; tighter bands are applied where geometry allows. Surface roughness is controlled through stepover, tool type, and finishing passes, with optional secondary processes if you need a specific Ra or cosmetic.
What CAD files should I send for a milling quote?
Solid models in STEP, STP, IGES, IGS, X_T, or mesh formats like STL work for quoting. Include a PDF or DWG drawing when you have critical tolerances, GD&T, threads, or finish notes that are not obvious in the solid alone. The more complete the package, the faster we can return an accurate milling plan and price.
How quickly can you deliver milled prototypes or production runs?
First-off prototypes often ship in a few working days once material and cutters are aligned with your geometry. Production schedules scale with batch size, finishing, and inspection scope; we quote a realistic window before you place the order so procurement can plan around a confirmed date.
Can you machine both metals and engineering plastics on CNC mills?
Yes. We mill aluminum and steel alloys, stainless, brass, copper, titanium, magnesium, and a wide range of plastics such as PEEK, acetal, nylon, polycarbonate, and ABS. Each material gets its own speeds, feeds, and coolant strategy so finishes stay stable lot to lot.
Ready to quote your milled parts?
Upload models and drawings for a CNC milling service China quote with axis plan, lead time, and manufacturability notes from our Dongguan team.
Why buyers choose us
- 12–24h quote turnaroundPricing, lead time, and DFM feedback — fast.
- NDA-ready & confidentialYour CAD files and IP stay protected.
- ISO 9001:2015 certifiedDocumented inspection at every stage.
- No fixed MOQFrom single prototypes to full production runs.