Stainless Steel CNC Machining in China for Corrosion-Resistant OEM Parts
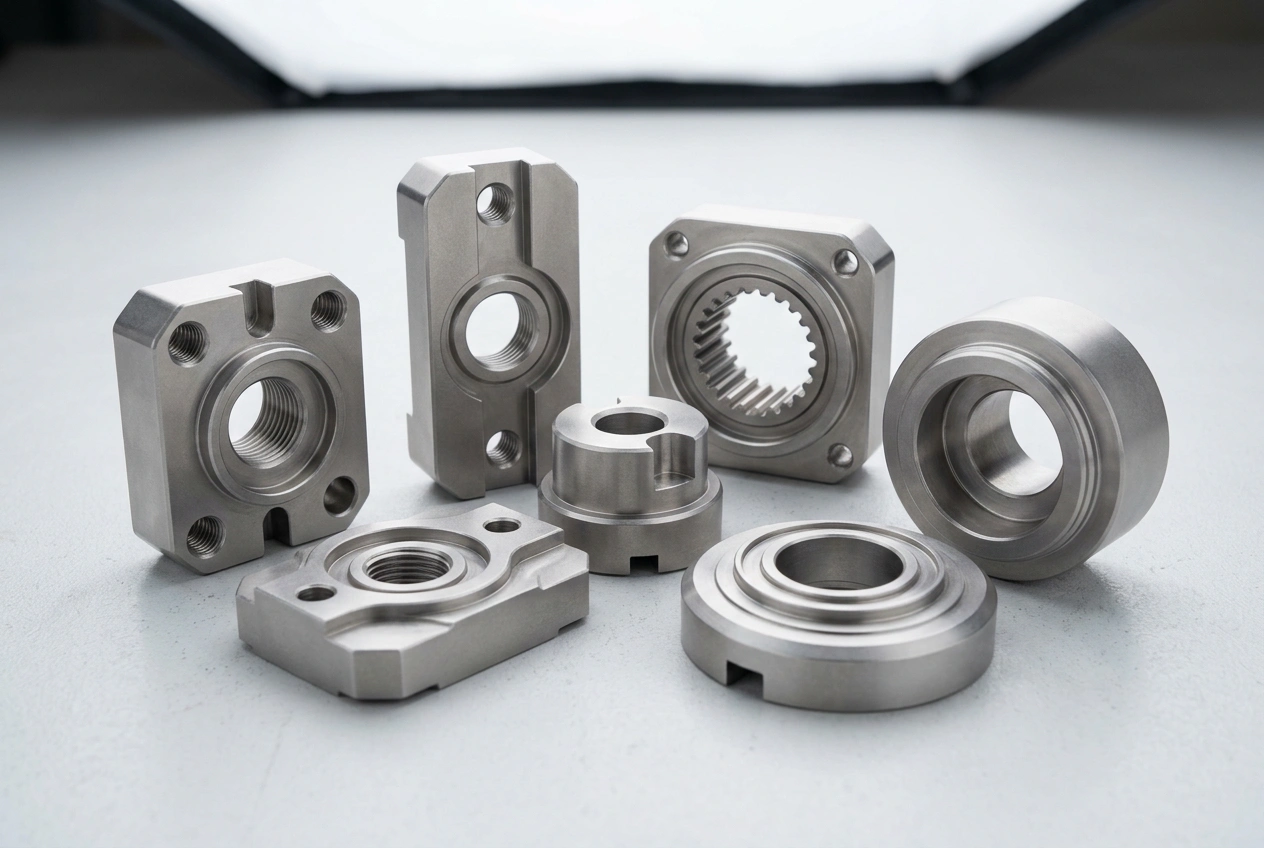
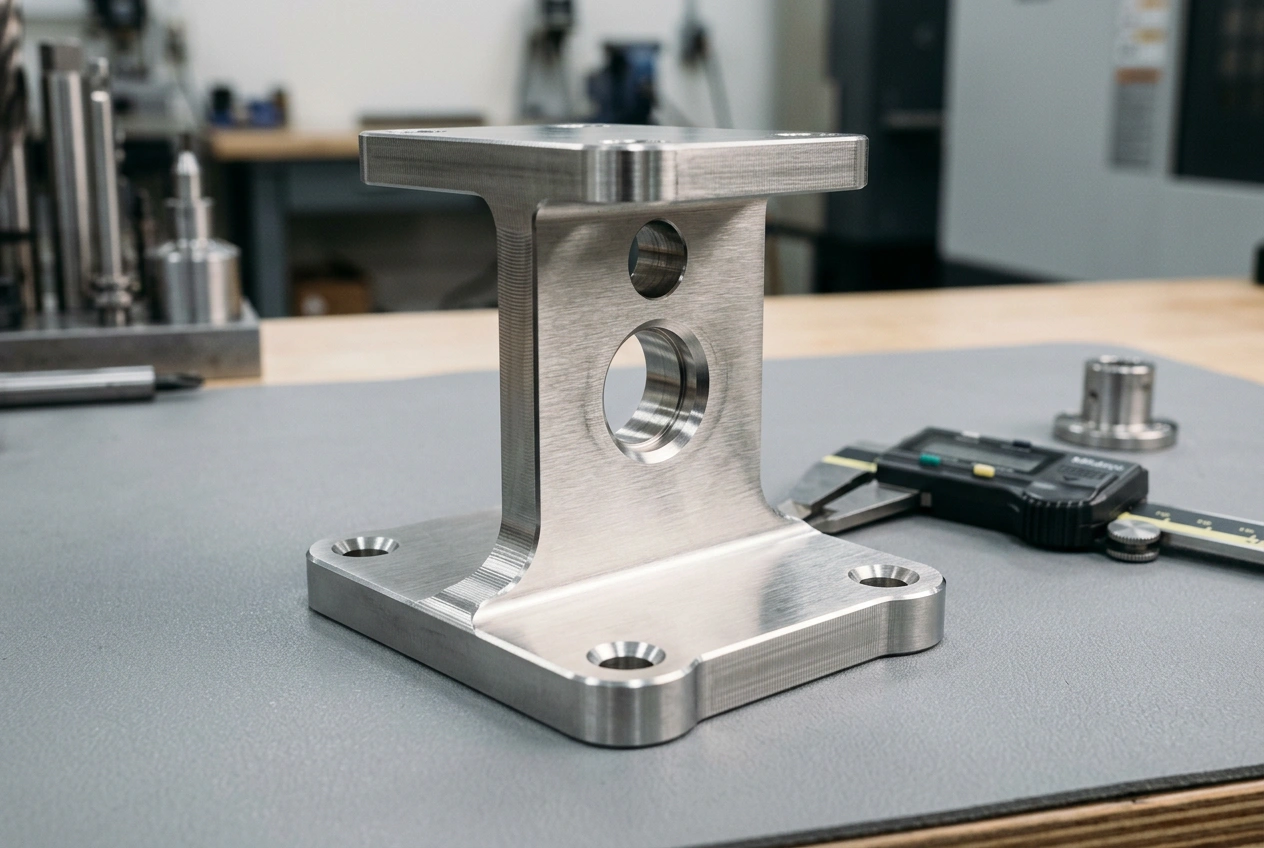
We run heavy-duty stainless steel CNC machining China programs for brackets, manifolds, shafts, and hardware that must survive harsh environments. Common callouts include 304, 316L, 303, and 17-4PH when your BOM defines corrosion resistance, strength, and weld behavior. Work is controlled under ISO 9001:2015; quotes spell out grade, tolerances, and finishing so procurement and production share one scope.
- Expert turning and milling for 304, 316L, 17-4PH, and 303 per your drawing
- Process planning for work-hardening austenitic grades and precipitation-hardening PH stainless
- Optional passivation, electropolish, and blast—coordinated with your finishing scope
- Inspection and documentation aligned to your incoming QC plan
Corrosion Resistance Without Giving Up Structure
Buyers sourcing stainless steel CNC machining in China need corrosion-resistant steel manufacturing that still meets the print—whether the callout is 304, 316L, 17-4PH, or 303. Turning and milling both apply; we align the process to your geometry and tolerance stack.
Stainless grades combine oxidation resistance with useful strength—so designers reach for them when humidity, wash-down chemistry, or outdoor exposure rule out bare carbon steel. CNC machining lets you hold mating diameters, seal surfaces, and thread fits on the same part without relying on secondary welding for every feature. When weight matters more than corrosion, aluminum CNC machining is often the parallel conversation—we quote the material your BOM specifies.
What changes versus aluminum or mild steel is how the material behaves at the cut: many austenitic grades work-harden if feeds and engagement are too timid, and chip control drives surface quality as much as spindle speed. We match inserts, coolant delivery, and toolpaths to the grade on your PO—not a one-size-fits-all recipe.
304, 316L, 17-4PH, and 303: Grades We Machine Against Your BOM
We routinely run 303, 304, 316L, and 17-4PH—and can discuss other specifications when your drawing calls them out. The table lists typical property bands for discussion; verify critical values on your material certification.
| Grade (typical) | Approx. tensile strength (MPa) | Typical notes |
|---|---|---|
| 303 | ~500–750 | Free-machining austenitic; sulfur assists chip breaking—watch corrosion vs 304 in aggressive media. |
| 304 | ~515–760 | General-purpose austenitic; broad use for brackets, housings, and hardware. |
| 316L | ~485–750 | Lower carbon 316; improved chloride resistance vs 304 in many environments. |
| 17-4PH | wide (condition-dependent) | Precipitation hardening; strength after heat treatment—plan machining before final H900/H1150-style conditions per your spec. |
Programs that mix prismatic and round features often combine CNC milling and CNC turning; we sequence operations so heat-treat-sensitive dimensions and inspection points stay coherent.

What We Plan for at the Cut
Work hardening is the headline issue on many austenitic programs: shallow rubbing passes can polish the surface without removing the hardened layer underneath. We prefer stable chip loads, appropriate insert geometry, and coolant aimed at the shear zone so each pass actually removes stock.
Galling on threads and tight bores is managed with clear tap/thread-mill strategy, lubrication compatible with your downstream clean spec, and realistic class fits from the drawing.
For complex contoured work, 5-axis machining is available when it reduces setups and preserves datums—quoted only when it honestly beats a simpler route.

ISO 9001:2015 and Inspection to the Print
Our system is built around ISO 9001:2015: controlled travelers, trained operators, and calibrated metrology. First-article and in-process checks follow the risk on your drawing—CMM, height stands, thread gauges, and surface checks when those features matter for assembly.
Mill test reports and traceability are supplied when specified at order entry. We avoid claiming industry certifications we cannot document on request.

Passivation, Blast, and Partner Finishes
Many stainless parts ship after deburr and clean only; others need passivation or electropolish to support corrosion performance in service. Bead blast or glass bead can unify appearance on cosmetic faces. We coordinate with finishing partners when your PO includes those steps and machine earlier operations with the stock and edge breaks they expect.
Browse the full post-process menu on surface finishing and tie it back to the CNC machining overview when you need multiple services in one program.

Typical Applications for Machined Stainless
Food and beverage equipment, fluid distribution hardware, marine-adjacent brackets, industrial frames, and general OEM assemblies where rust staining or aggressive cleaning is part of life. We describe capabilities honestly under ISO 9001:2015 and let your drawing define any sector-specific evidence you require.
Stainless Done with Process Discipline
The alloy is common; the win is programming, tooling, and inspection tuned to the grade you actually buy.
Grade-Aware Toolpaths
Passes and engagement chosen to limit work-hardening surprises on austenitic grades.
Coolant and Chip Control
Strategies that reduce galling risk and keep surfaces inspectable.
PH and Heat-Treat Awareness
17-4PH and similar grades sequenced with your required condition in mind.
Export-Ready Delivery
Packing and documentation for buyers in North America, Europe, and Australia.
Questions About Stainless Steel CNC Machining in China
Why choose heavy-duty stainless steel CNC machining for OEM parts?
Stainless gives corrosion-resistant steel manufacturing with useful strength for brackets, manifolds, shafts, and hardware exposed to humidity, wash-down, or outdoor service. CNC machining keeps holes, bores, faces, and threads aligned to one drawing—important when you need both material performance and dimensional control. We work under ISO 9001:2015 and scope inspection to the features you care about.
304 vs 316L vs 17-4PH vs 303—which stainless should I specify?
304 is the common default for many brackets and housings. 316L adds molybdenum for better chloride and chemical resistance—often used in marine-adjacent or wash-down environments. 17-4PH is precipitation-hardening stainless: higher strength after heat treatment when your print requires it, with more process discipline. 303 is free-machining and popular for turned fittings when machinability matters and corrosion needs are moderate. We align grade to environment, welding plan, and finishing.
Do you offer expert CNC turning for 304, 316L, and 17-4PH—as well as milling?
Yes. Expert turning suits round-heavy parts: shafts, sleeves, bores, and threads. Milling covers plates, pockets, enclosures, and prismatic work. Many jobs combine both after sequencing for datums and heat-treat condition. Tell us whether your priority is lathe-first or mill-first geometry so the quote matches the real process.
Is stainless steel harder to machine than carbon steel?
Often yes: austenitic grades work-harden under light cuts, which can hurt finish if speeds and engagement are wrong. Rigid workholding, coolant to the cut, and toolpaths that avoid rubbing in corners matter more than with many carbon steels. We choose inserts and passes for the grade on your PO—not a generic steel recipe.
What tolerances can you hold on machined 304 or 316L stainless?
Tolerances follow part stiffness, feature access, and whether dimensions tie across setups—not the alloy name alone. Thin webs, deep pockets, and interrupted cuts behave differently from open, well-supported features. List critical dimensions and datums on the drawing so inspection matches how you approve parts.
Can you passivate, electropolish, or bead-blast after stainless CNC machining?
Yes, when your specification calls for it. Passivation and electropolish support corrosion performance on many grades; bead blast adjusts cosmetics and can hide fine tool marks. We leave stock and deburr strategy so secondary operations do not fight machined dimensions. See the surface finishing section of this site for broader coating options.
What should I upload for a stainless steel CNC machining quote?
Send STEP, STP, IGES, or X_T solids plus PDF or DWG drawings for threads, GD&T, and notes not fully modeled. State grade and condition (e.g. 304, 316L, 17-4PH heat-treat target, 303), quantity, certifications, and finishing or cleaning requirements so the quote matches production.
How does lot size affect stainless steel CNC machining cost?
Small lots absorb more programming and setup per piece; larger lots spread tooling and fixturing across more units. Tolerance bands and inspection depth usually move price more than the word stainless alone. We quote setup, cycle risk, and metrology explicitly.
How fast can you deliver stainless steel prototypes or production?
Delivery depends on mill stock, heat-treat or passivation scope, and inspection—not the grade label by itself. After scope is fixed, you get a confirmed window in the quote. Production cadence follows your release plan and the control plan we agree at order entry.
Request a quote on stainless CNC parts
Send CAD and drawings for 304, 316L, 303, 17-4PH, or another specified grade. We return lead time, finishing options, and inspection scope in writing.
Why buyers choose us
- 12–24h quote turnaroundPricing, lead time, and DFM feedback — fast.
- NDA-ready & confidentialYour CAD files and IP stay protected.
- ISO 9001:2015 certifiedDocumented inspection at every stage.
- No fixed MOQFrom single prototypes to full production runs.