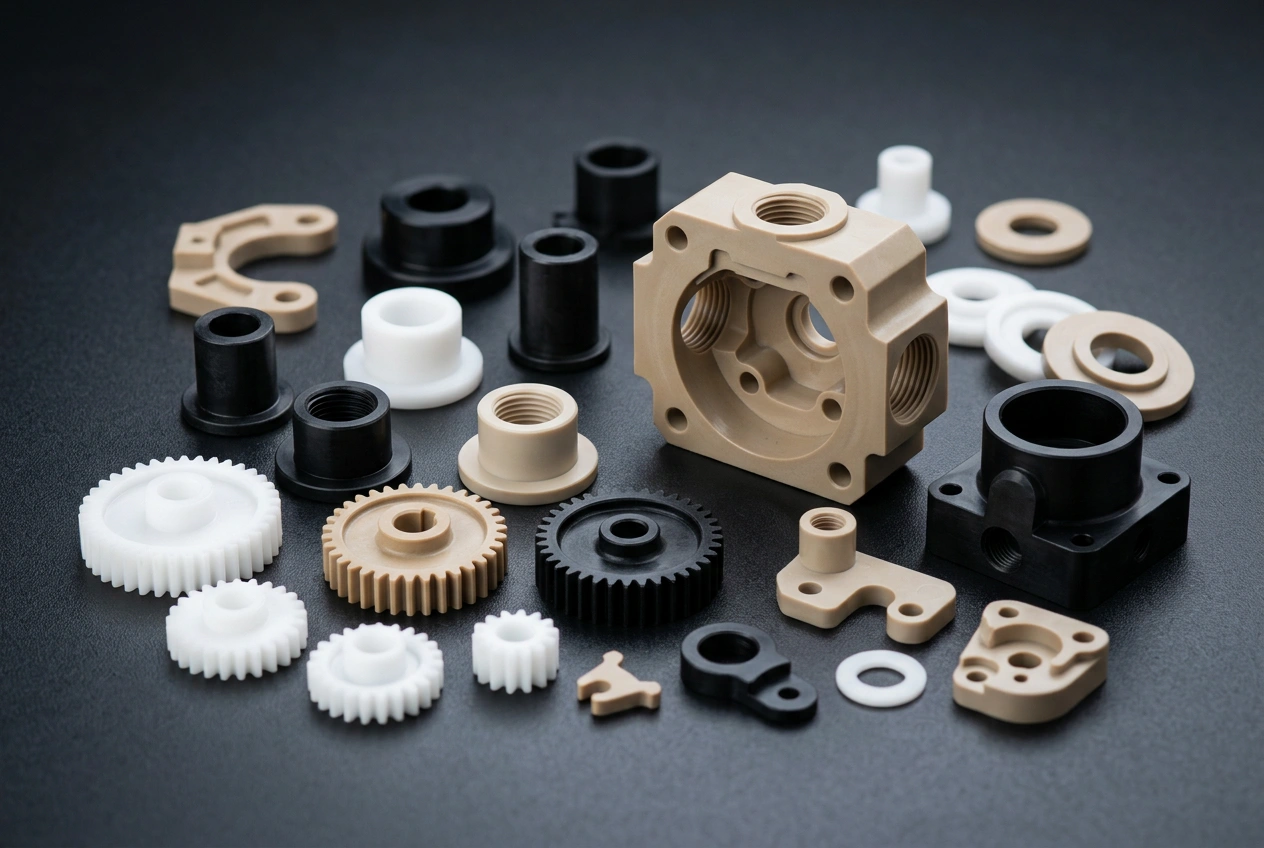
Plastic CNC Machining in China for Precision Polymer Components
Our engineering plastic CNC machining China programs cover PEEK, Nylon, Delrin, and Acetals for parts that need controlled fit, low weight, and repeatable dimensions. We run tight-tolerance milling and turning where polymer behavior is part of process planning, then align inspection and finishing to your drawing so prototype and production expectations stay consistent.
- Tight-tolerance milling and turning for engineering polymer geometries
- Material-specific setup for PEEK, Nylon, Delrin, Acetal, and related plastics
- Deburr and cosmetic finishing plans coordinated to your drawing notes
- Inspection and documentation tailored to incoming QC requirements
Plastic CNC Machining China: When Polymer Beats Metal
Plastic components are often chosen when your design needs lower mass, electrical insulation, chemical resistance, or reduced friction in contact surfaces. CNC machining provides flexible, toolpath-driven production without mold tooling, which helps for prototypes, bridge quantities, and precision features with frequent revisions.
Polymer parts can move with heat and moisture more than metals, so process planning matters as much as machine capability. We tune cutters, chip load, and workholding to each material family, then verify critical dimensions with the same datums your team uses in receiving inspection.

PEEK, Nylon, Delrin, and Acetal: Common Engineering Plastics
We regularly machine polymers listed in our business context, including PEEK, Nylon (PA6/PA66), Acetal / Delrin (POM), ABS, acrylic (PMMA), HDPE, PTFE, polycarbonate, PVC, and polypropylene. Each material trades stiffness, moisture behavior, chemical resistance, and heat tolerance differently, so grade selection should follow application, not only price.
| Material | Typical strength/behavior | Typical applications |
|---|---|---|
| PEEK | High-temperature and chemical-resistant engineering polymer | Insulators, high-demand mechanical components, performance assemblies |
| Nylon (PA6/PA66) | Tough and wear-capable; moisture-sensitive compared with POM | Wear parts, guides, bushings, structural polymer details |
| Acetal / Delrin (POM) | Good stiffness, low friction, clean machinability | Precision gears, bushings, fittings, dimensional control parts |
Programs can combine CNC milling and CNC turning where round and prismatic features share one part family.

Toolpath Strategy for Tight Tolerance Polymer Manufacturing
Unlike metals, many plastics soften quickly with excess heat and can burr if edges are overloaded. We use tool geometry and engagement suited to each polymer, with chip evacuation and pass strategy selected to reduce melt, smear, and edge pull.
For thin walls, bosses, and deep features, we sequence roughing and finishing to limit stress release between operations. When geometry or quantity justifies it, we standardize fixtures and probing routines so repeat lots stay stable.

Dimensional Control Under ISO 9001:2015 Workflows
Our quality system follows ISO 9001:2015 documentation discipline: controlled process steps, calibrated inspection tools, and checks based on your critical features. For polymer parts, we also watch measurement timing and environmental effects so inspection reflects real use conditions.
First-article and in-process checks are matched to risk level, and material certifications can be provided when called out at order entry.
Deburr, Texture, Polish, and Marking Options
Many plastic parts ship with controlled deburr and edge breaks only. Depending on material and application, cosmetic options can include bead blast texture, local polish, engraving, or printing/marking. Finish choices should be specified clearly because each polymer responds differently to abrasion and solvents.
See surface finishing for broader post-process context and how it integrates with our CNC machining workflows.

Where CNC Machined Plastic Parts Are Used
Common use cases include electronics housings, wear strips and bushings, fluid-handling details, test fixtures, and lightweight structural features where conductivity is not required. We support prototype and production programs for OEM teams needing polymer performance with documented dimensional control.

Plastic Programs Planned for Material Behavior
Predictable polymer results come from matching tooling, heat control, and inspection to the exact grade on your BOM.
Heat-Sensitive Cutting Control
Toolpaths designed to reduce melt, burr, and edge damage on softer polymers.
Grade-Specific Process Plans
PEEK, nylon, and acetal treated as different materials, not one generic plastic workflow.
Inspection That Matches Function
Critical fits and datums checked in a way your receiving inspection can verify.
Export-Ready Delivery
Packing and documentation for buyers in North America, Europe, and Australia.
Questions About Plastic CNC Machining in China
Why choose plastic CNC machining in China instead of metal?
Engineering plastics are often selected for low weight, electrical insulation, chemical resistance, and lower friction in moving assemblies. Plastic CNC machining is a practical route when your drawing needs repeatable bores, faces, and fits without mold tooling. We plan around polymer behavior so dimensional control stays stable from prototype to production.
PEEK vs Nylon vs Delrin (Acetal): which polymer should I specify?
PEEK is often chosen for higher temperature and chemical exposure. Nylon (PA6 or PA66) is tough and wear-capable but moisture uptake can move dimensions. Delrin or Acetal (POM) machines cleanly with good stiffness and low friction for precision mechanical features. We align polymer selection with environment, load, and tolerance risk.
Can you machine ABS, PC, PTFE, and UHMW in addition to PEEK and Delrin?
Yes, when your BOM specifies them. Common programs include ABS, polycarbonate, PTFE, UHMW-PE, acrylic, HDPE, PVC, and PP alongside PEEK, nylon, and acetal. At RFQ, include exact grade or brand-equivalent when your application needs certified properties.
What are the main risks in CNC machining plastic parts?
Heat management and workholding are the main risks. Plastics can soften, burr, or deflect if tool pressure is too high or chips are not evacuated. We tune tool geometry, engagement, and fixturing for each polymer so parts stay stable through cutting and inspection.
What tolerances can you hold on CNC machined PEEK, Nylon, or Acetal parts?
Tolerances depend on polymer behavior, wall thickness, feature depth, and humidity or temperature exposure. Moisture-sensitive materials can move more than rigid engineering grades. Mark critical dimensions and datums on the drawing so machining and inspection focus on the features that matter most.
What finishes are common after plastic CNC machining?
Most parts ship as-machined with deburr and edge conditioning. Depending on polymer and application, options can include bead-blast texture, polishing for optical surfaces, or marking and engraving. Coatings and paints are application-specific and should be defined in the print or PO.
What should I upload for a plastic CNC machining quote?
Provide STEP, STP, IGES, or X_T solids plus PDF or DWG drawings for threads, GD&T, and notes not fully represented in the model. Include polymer grade, quantity, color or cosmetic requirements, and inspection documentation needs so quote and production scope match.
How does lot size affect engineering plastic CNC pricing?
Small lots absorb more setup and programming per part, while larger runs spread that overhead. Polymer choice, burr-control effort, and inspection depth can influence price as much as geometry. We quote setup, cycle, and quality scope transparently for prototypes and recurring production.
How fast can you deliver CNC plastic prototypes and production lots?
Lead time depends on stock availability, geometry complexity, finishing needs, and inspection requirements. Once scope is fixed, we issue a confirmed delivery window in the quote rather than an open estimate after order placement.
Request a quote on CNC plastic parts
Upload CAD and drawings for PEEK, Nylon, Delrin / Acetal, or another specified polymer. We return lead time, tolerance feedback, and inspection scope in writing.
Why buyers choose us
- 12–24h quote turnaroundPricing, lead time, and DFM feedback — fast.
- NDA-ready & confidentialYour CAD files and IP stay protected.
- ISO 9001:2015 certifiedDocumented inspection at every stage.
- No fixed MOQFrom single prototypes to full production runs.