Aluminum CNC Machining in China for Lightweight OEM Parts
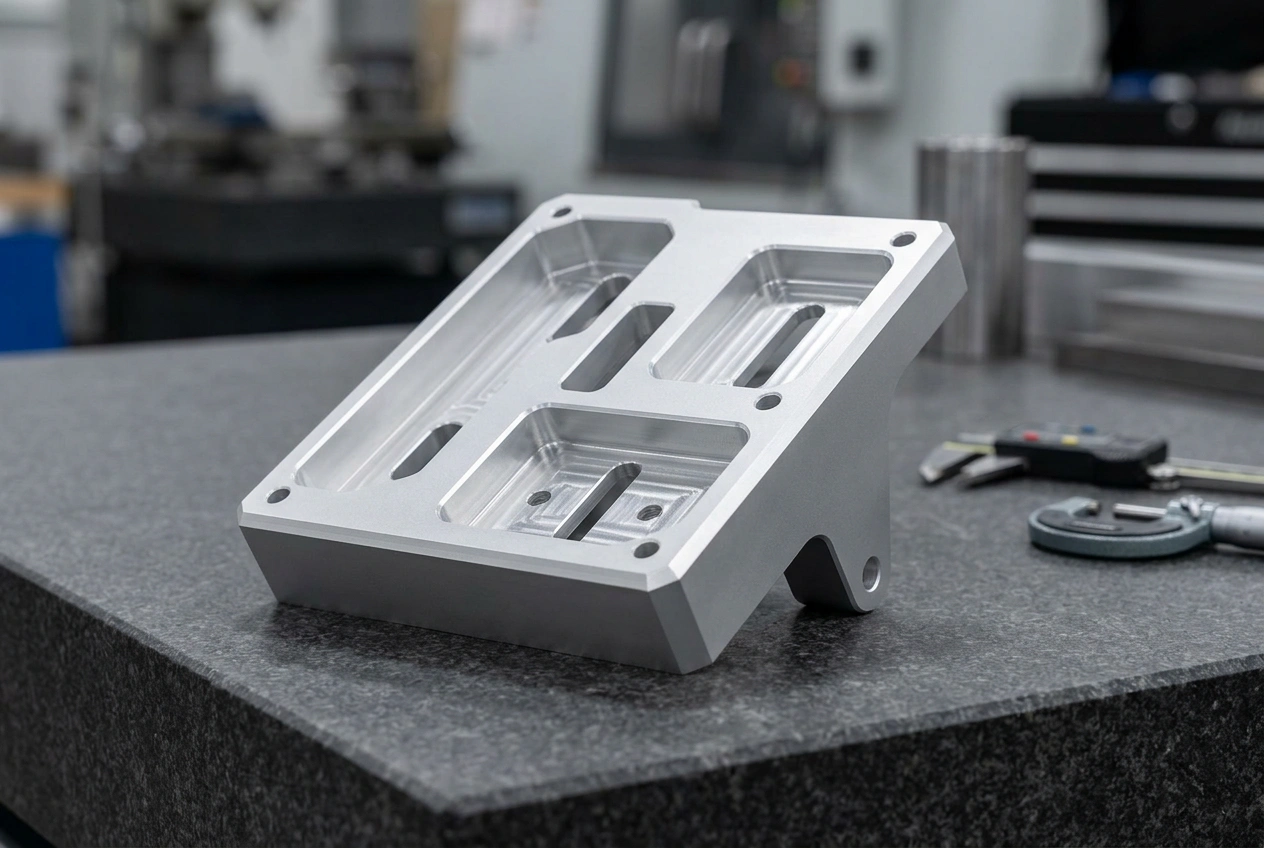
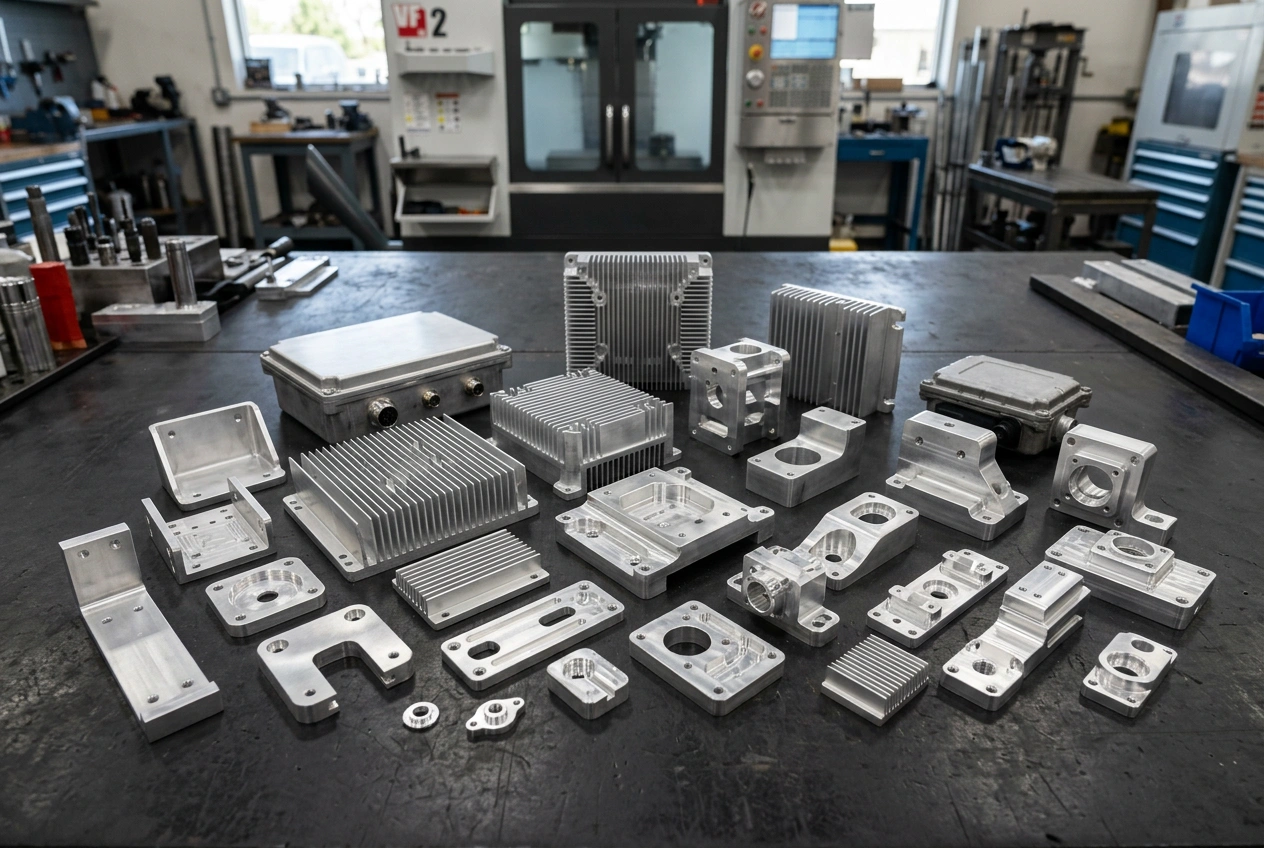
At our Dongguan facility we run aluminum CNC machining China programs for brackets, housings, heat sinks, and structural parts. We focus on 6061, 7075, and 5052 when your drawing defines strength, finish, and corrosion needs. Work runs under ISO 9001:2015 controls; each quote states alloy, tolerance band, and finishing so procurement sees the same scope as production.
- Precision milling and turning paths aligned to alloy and temper
- Lightweight anodized aluminum components when your spec includes coating
- DFM on thin walls, pockets, and threads before machining starts
- Inspection and documentation aligned to your incoming QC plan
How We Machine Aluminum Day to Day
Cutters follow programmed paths on mills for prismatic work, on lathes for round features, and through drill-and-tap cycles when holes and threads belong in the same setup. Aluminum sheds heat quickly and usually cuts with lower forces than many steels, so it stays a first choice for strong, lightweight parts—when the design still allows rigid fixturing and reliable chip evacuation.
Most specialist aluminum CNC machining projects hinge on three decisions: alloy and temper for the environment, repeatable dimensions on mating features, and a finishing plan that fits how the part was cut. We review your model and drawing together, then pick tooling and inspection steps that match the risk called out on the print.
Choosing the Right Grade for Your Application
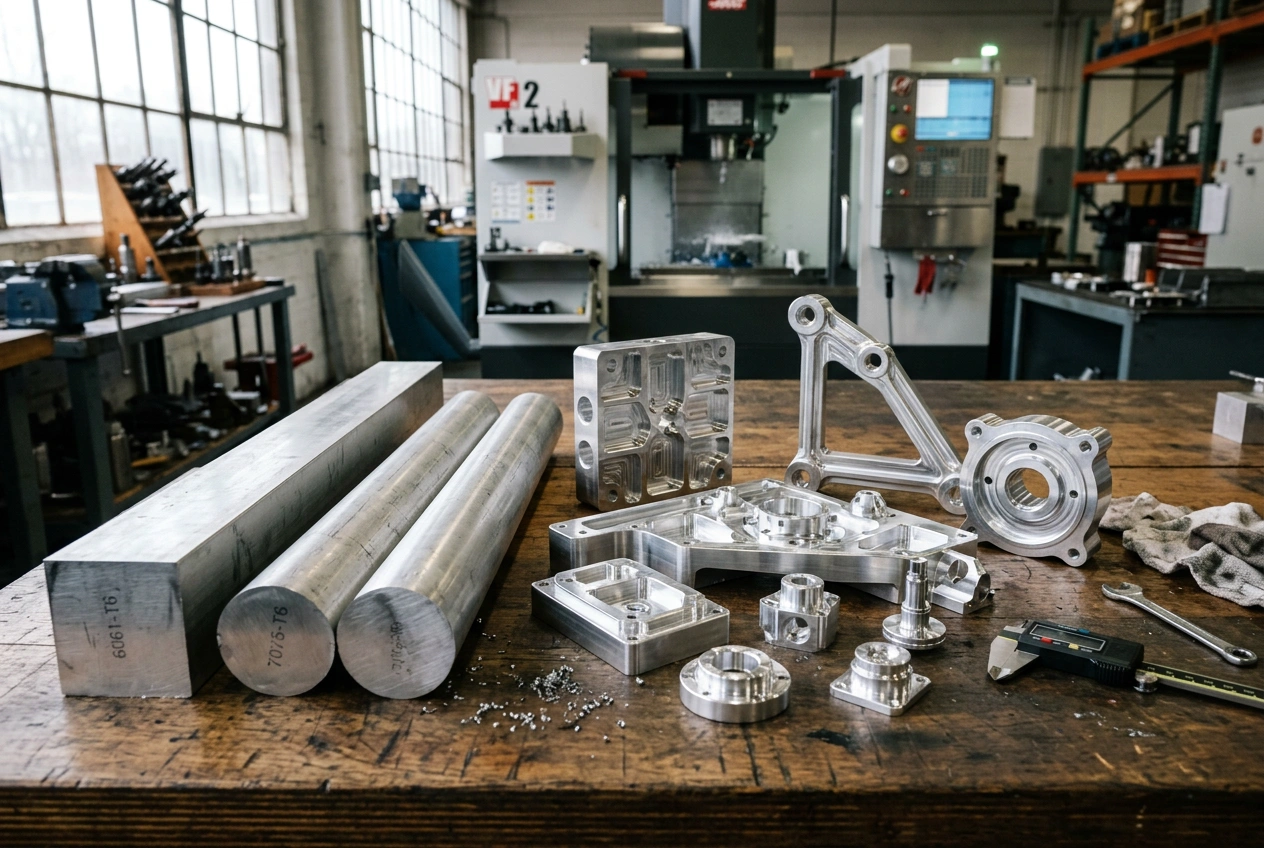
We routinely run the grades called out in your BOM—commonly 6061-T6, 7075-T6, 5052, and 2024—and document heat number or material traceability when your order requires it. The table below summarizes typical tensile strength and common uses; always confirm critical values against your material certification or standard.
| Alloy (typical) | Approx. tensile strength (MPa) | Typical applications |
|---|---|---|
| 6061-T6 | ~310 | General brackets, frames, housings, heat sinks, weldments where 6061 is specified |
| 7075-T6 | ~572 | High-strength structural hardware, tooling plates, performance-critical parts |
| 5052-H32 / H34 | ~228 | Marine and chemical environments, sheet-style work, good formability |
| 2024-T3 / T4 | ~483 | High strength with fatigue considerations; often protected against corrosion |
For programs that combine CNC milling and CNC turning, we sequence operations so heat-treatment-sensitive features and finishing steps stay aligned with your drawing.

How We Combine Mill, Lathe, and Holemaking
Milling removes material from a fixed blank to create pockets, bosses, ribs, and contoured surfaces—ideal for enclosures, plates, and manifolds. Turning is the right choice when the geometry is dominated by diameters, bores, and threads around one axis. Drilling and reaming establish hole sizes; tapping or thread milling forms internal threads per your class and gauge requirements.
When you need simultaneous multi-axis finishing on complex surfaces, we can route eligible work through our 5-axis machining capability. Not every part needs it—we quote the leanest credible process that still meets your drawing.
What We Watch for on Aluminum
Aluminum’s softness can encourage built-up edge—workpiece material adhering to the cutting edge—which hurts finish and dimensional repeatability. Mitigation usually combines appropriate rake angles, two- or three-flute end mills for slotting, coatings matched to the alloy, and coolant aimed at the shear zone.
Chip evacuation matters: long chips can wrap tools or re-cut the part. High-pressure coolant, chip-breaking strategies, and toolpath choices that avoid “rubbing” in corners reduce the risk of surprise downtime.
Thermal expansion is higher than for steel. For tight tolerance work, we account for shop temperature swings and part temperature during measurement—especially on large plates and thin webs—so inspection reflects how the part will behave in your assembly environment.

Quality System Built on ISO 9001:2015
Our quality system is built around ISO 9001:2015 controls: documented processes, trained operators, and calibration discipline on metrology equipment. Where your drawing calls for first-article inspection (FAI) or production sampling, we align CMM, height gauges, thread gauges, and surface checks to the features you care about—not a generic checklist.
Material certificates and traceability can be provided when specified at order entry so your records match incoming inspection requirements.
Finishes After the Chips Stop
Anodizing grows a controlled oxide layer that improves corrosion resistance and wear on many aluminum alloys; decorative and hard-coat variants are specified by thickness, color, and seal. Conversion coatings and passivation may apply depending on alloy and end use. Powder coating and bead blast adjust appearance and texture—each step needs edge breaks and masking discipline so coatings adhere without masking critical mates.
We coordinate with finishing partners when your PO includes post-processing, and we machine lightweight anodized aluminum components with the cosmetic stock and deburr strategy your finisher expects. For a fuller list of coatings and prep, see surface finishing; for how services fit together, see the CNC machining overview.

Industries That Rely on Machined Aluminum
Heat sinks and enclosures for electronics, brackets and fixtures for industrial equipment, automotive-style adapters and test hardware, and broader OEM assemblies where weight and corrosion drive the design. We state what we can back with documentation under ISO 9001:2015 and avoid claiming sector certifications we do not hold.
Prototype quantities or recurring releases both start with the same step: agree inspection and finishing scope before metal is cut.

What Sets Our Aluminum Work Apart
The alloy is easy to source; the difference is how we plan tooling, fixturing, and inspection around your actual print.
Alloy-First Planning
Mills and lathes tuned to the grade you actually buy—not a generic “aluminum” recipe.
Chip and Heat Control
Tooling and coolant strategies that reduce built-up edge and re-cutting on soft alloys.
Metrology Matched to Risk
Critical dimensions get planned checks—CMM or manual—per your drawing.
Export-Ready Delivery
Packing and documentation for buyers in North America, Europe, and Australia.
Questions About Aluminum CNC Machining
Why choose CNC machining for aluminum parts?
CNC machining removes material under program control, so complex pockets, bores, and contoured surfaces repeat from the first piece to production lots. Aluminum’s high machinability usually allows productive feeds and speeds when tooling and coolant are matched to the alloy—making CNC a practical path for brackets, housings, heat sinks, and structural parts where drawings define critical dimensions and finishes.
6061 vs 7075 vs 5052—which aluminum should I specify?
6061-T6 is a common general-purpose choice: good strength, corrosion resistance, and weldability for many brackets and frames. 7075-T6 offers higher strength for weight-sensitive structures but is less forgiving for certain welding scenarios—often seen in performance hardware. 5052 is work-hardened, non-heat-treatable sheet/plate material with excellent corrosion resistance and formability—common in marine and chemical environments. 2024 is high strength with fatigue resistance in some aircraft-style applications but is more corrosion-sensitive without protection. We align grade to your environment, loads, and finishing plan.
Is aluminum easier to machine than steel?
Generally yes: lower cutting forces and higher allowable surface speeds mean aluminum can be more productive per spindle hour than many steels, provided you control chips and heat. “Easy” does not mean careless—soft alloys can weld to uncoated tools (built-up edge), produce long stringy chips, or move thermally during long cycles. We choose inserts, flute count, coolant delivery, and workholding accordingly.
What tolerances can you hold on machined aluminum?
Achievable tolerances depend on part stiffness, feature accessibility, and whether you need tight relationships across setups—not on aluminum alone. We quote tolerance bands against the actual geometry: thin walls, deep pockets, and long overhangs behave differently than open, well-supported features. Call out critical dimensions and datums on the drawing so inspection matches how you approve parts.
Can you supply anodizing or other finishes after machining?
Yes, subject to your specification. Decorative and hard anodize, conversion coatings, passivation for compatible alloys, powder coating, bead blast, and film-adhesive prep are common follow-ons. We coordinate cosmetic stock, edge breaks, and racking-friendly geometry so secondary processing does not undo machined dimensions.
What should I upload for an aluminum machining quote?
Send a solid model (STEP, STP, IGES, or X_T) plus a PDF or DWG drawing when you have GD&T, threads, surface finish, or notes not fully captured in the solid. Include alloy and temper, quantity, finishing scope, and any inspection or material certification requirements so the quote covers the same scope as production.
How does lot size affect aluminum CNC pricing?
Prototype and low-volume runs absorb more engineering and setup per piece; higher volumes amortize fixturing and programming across more units. Material grade, tolerance bands, and finishing also move price more than alloy choice alone. We quote setup, cycle risk, and inspection explicitly so the unit economics match your stage—prototype, bridge, or recurring production.
How fast can you deliver machined aluminum prototypes or production lots?
Lead time depends on material availability, programming complexity, finishing scope, and inspection level—not on aluminum alone. First articles often move in a short window once alloy, tooling, and gauging are agreed. Production schedules scale with quantity and release cadence; you receive a confirmed window during quoting rather than an open-ended promise after the PO is placed.
Request a quote on aluminum CNC parts
Send CAD and drawings for 6061, 7075, 5052, or another specified grade. We return lead time, finishing options, and inspection scope in writing.
Why buyers choose us
- 12–24h quote turnaroundPricing, lead time, and DFM feedback — fast.
- NDA-ready & confidentialYour CAD files and IP stay protected.
- ISO 9001:2015 certifiedDocumented inspection at every stage.
- No fixed MOQFrom single prototypes to full production runs.