Micro CNC Machining in China for Tiny Precision Components
Micro CNC machining China programs focus on parts where a small mistake consumes the whole feature. We support miniature turned and milled hardware for electronics-scale envelopes, instrument internals, and other tiny precision parts that need stable workholding, disciplined tooling, and inspection that matches feature size.
- Precision turning including Swiss-style workflows where geometry fits
- Controlled engagement for small diameters, thin walls, and fine threads
- ISO 9001:2015 first-article and production sampling plans
- Finishing coordination when coatings or passivation are on the print
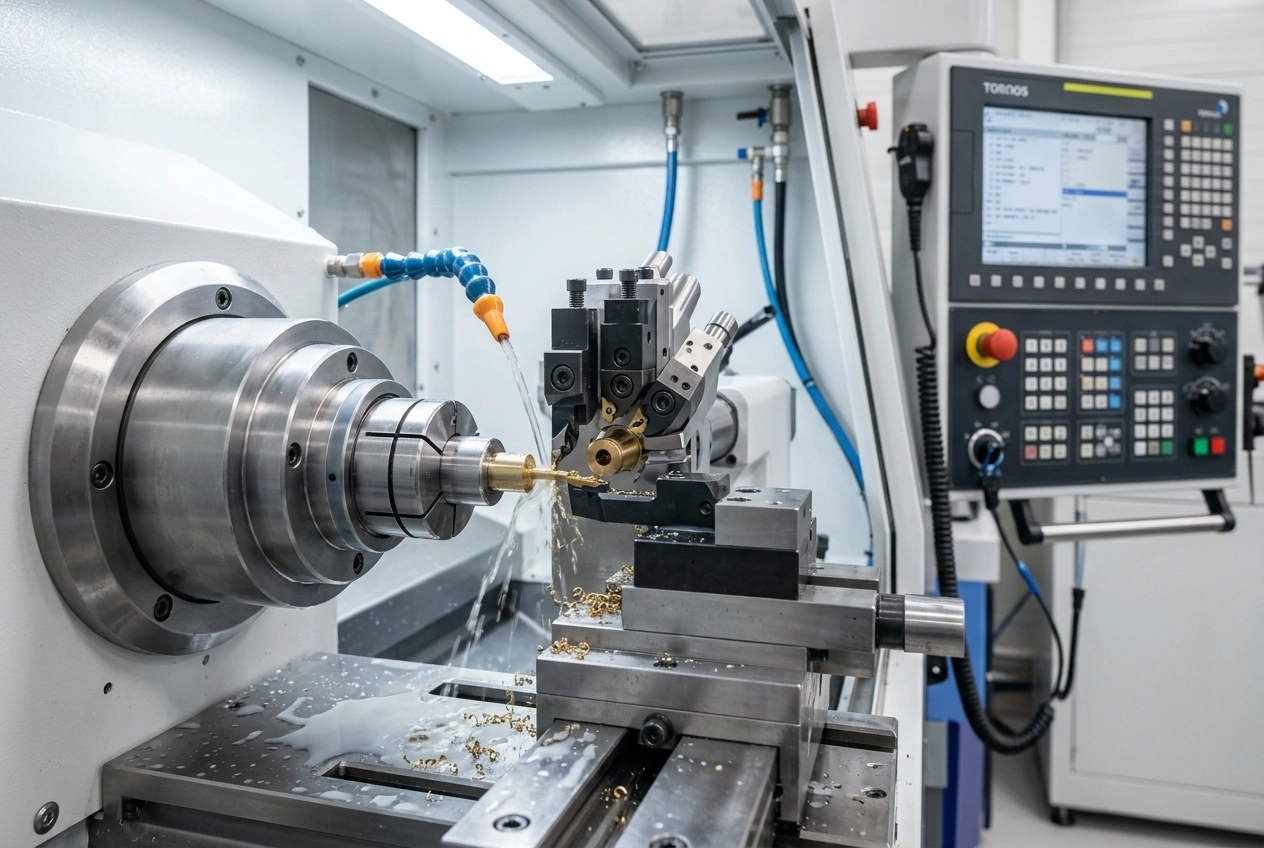
Micro Machining Is a Stability Problem, Not Only a Size Problem
Shrinking the part magnifies vibration, deflection, and thermal swings. Micro-scale work needs predictable bar support or fixture contact, conservative tool paths on fragile sections, and clear rules for deburr so functional edges survive handling.
Contrast this with oversized components where reach and mass drive planning. For large envelopes, see large-part machining. For fully bespoke geometry discussions, see custom CNC parts.

Where Miniature CNC Parts Show Up in OEM Builds
Common use cases include connector hardware, sensor housings, instrument shafts, valve-style miniatures, and watch-adjacent precision metal components referenced in many RFQs. The thread is always the same: the assembly has little clearance, so datum discipline and edge condition matter as much as nominal dimensions.
We pair micro-scale work with turning, milling, and 5-axis access when prismatic detail requires it, plus surface finishing when drawings add protective or cosmetic layers.

What Changes When Parts Move from Conventional to Micro Scale
Large parts fight gravity and span. Micro parts fight deflection, burrs, and measurement access.
| Topic | Micro-part emphasis |
|---|---|
| Workholding | Minimal overhang, stable collet or soft-jaw logic, and protection against crushing thin sections. |
| Tooling | Smaller cutters and inserts with engagement tuned to reduce chatter on slender features. |
| Deburr and handling | Defined edge breaks so function-critical surfaces stay clean without rounding away fits. |
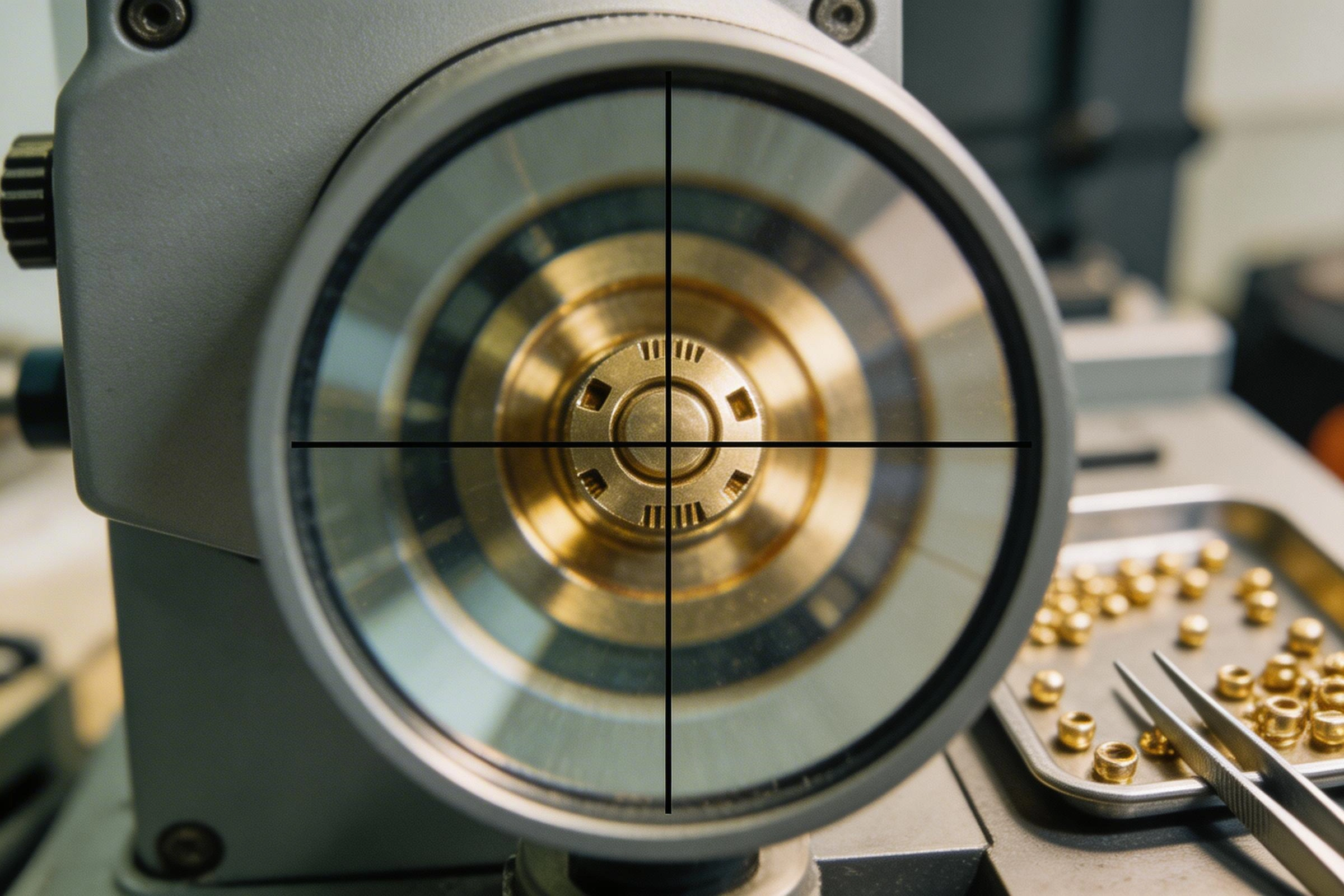
| Verification | Magnification-assisted checks and CMM sampling aligned to critical dimensions on the print. |
Programming and Sequencing for High-Accuracy Small Parts
Programs usually stage roughing away from fragile detail, then finish critical diameters and faces under stable reference. For long slender turned parts, Swiss-style bar support reduces whipping compared with conventional overhang setups when the geometry allows that workflow.
DFM reviews flag undercuts, internal corners, and tolerance stacks that force unnecessary secondary operations. Recommendations ship in writing for your approval before production metal cuts.
Inspection That Matches Micro-Scale Risk
Our ISO 9001:2015 workflow ties first-article evidence to the features that control fit and function. For miniature parts, that often means structured sampling instead of ad-hoc spot checks, with methods chosen for access and repeatability.
Material certificates and inspection reports follow the formats you specify at order entry. For material behavior context, review brass, stainless steel, titanium, and aluminum when those grades appear on your BOM.
Tiny Parts Still Need Factory-Direct Accountability
Dongguan production with engineering, programming, and QC on one thread.
Turning-first discipline
Round miniature features planned with bar stability in mind.
Feature-scale inspection
Methods matched to size and tolerance risk on your drawing.
Controlled deburr expectations
Edges defined so function survives handling and assembly.
Scale-up path
From validation builds toward repeat production when demand grows.
Questions About Micro CNC Machining in China
What qualifies as a micro CNC machining project?
Micro projects center on miniature components where tool pressure, workholding, and feature scale dominate risk more than machine travel. Typical drivers include small diameters, thin walls, fine threads, and tight relationships between micro-scale datums that demand stable process control.
Which machining processes suit tiny precision parts?
Precision turning and Swiss-style workflows support many miniature round parts. Milling handles small prismatic features when fixturing and cutter reach allow controlled engagement. Process choice follows geometry, material, and tolerance zones on your drawing.
How do you control burrs and edge condition on miniature features?
We sequence cuts to limit tear-out, tune feeds and tooling for the alloy, and plan deburr expectations in the traveler. Critical edges are called out on the print so inspection matches functional requirements instead of informal cosmetic standards.
Which materials are common for micro-machined OEM parts?
Stainless grades, brass, aluminum, titanium, and engineering plastics appear often in electronics, instrumentation, and connector-style hardware. Grade selection should reflect environment, conductivity, and magnetic requirements, not only machinability.
What tolerances are realistic for very small CNC parts?
Capability depends on material stability, feature access, and how tolerances stack across setups. We quote critical dimensions with a measurement plan tied to your drawing rather than advertising a single universal micron band for every geometry.
How is inspection handled when features are too small for routine hand tools?
We align magnification-assisted checks, comparative gauging, and CMM sampling to the risk on your print. First-article scope and production sampling are defined up front so acceptance criteria stay consistent across lots.
What should I send in an RFQ for micro CNC parts?
Provide STEP, STP, IGES, or X_T models plus PDF or DWG drawings for threads, GD&T, and cosmetic zones. Include quantity, material grade, deburr notes, finishing scope, and any packaging or cleanliness rules for electronics-adjacent builds.
Can miniature parts include finishing such as passivation or anodize?
Yes when the drawing specifies it. Thin features need rack and handling plans that avoid distortion. We coordinate finishing through our surface workflow so coating thickness does not violate critical fits you define.
How do micro-part programs scale from prototypes to production?
Early lots validate workholding and inspection logic. As quantities rise, we keep traveler structure and sampling aligned so part-to-part variation stays controlled. Paths include prototyping, low-volume bridges, and higher-volume release when demand supports it.
Quote tiny precision parts with clear inspection scope
Upload CAD and drawings for miniature components. We return process assumptions, deburr notes, and sampling logic aligned to your print.
Why buyers choose us
- 12–24h quote turnaroundPricing, lead time, and DFM feedback — fast.
- NDA-ready & confidentialYour CAD files and IP stay protected.
- ISO 9001:2015 certifiedDocumented inspection at every stage.
- No fixed MOQFrom single prototypes to full production runs.