5-Axis CNC Machining in China for Complex Geometry in Fewer Setups
We program 5 axis CNC machining China jobs when multi axis milling is the practical way to reach complex housings, impellers, and contoured surfaces. Tight tolerance manufacturing stays tied to your drawing—not to axis count alone. Runs follow ISO 9001:2015 controls; quotes list axis strategy, cycle risk, and inspection so nothing is vague at PO release.
- Simultaneous and 3+2 programs matched to surface complexity—not axis count for its own sake
- Fewer manual resets on parts that would otherwise need multiple fixturing steps
- Aluminum, stainless, titanium, and engineering plastics where fixturing allows
- CAM simulation and prove-out before production chips fly
When Five Axes Actually Help
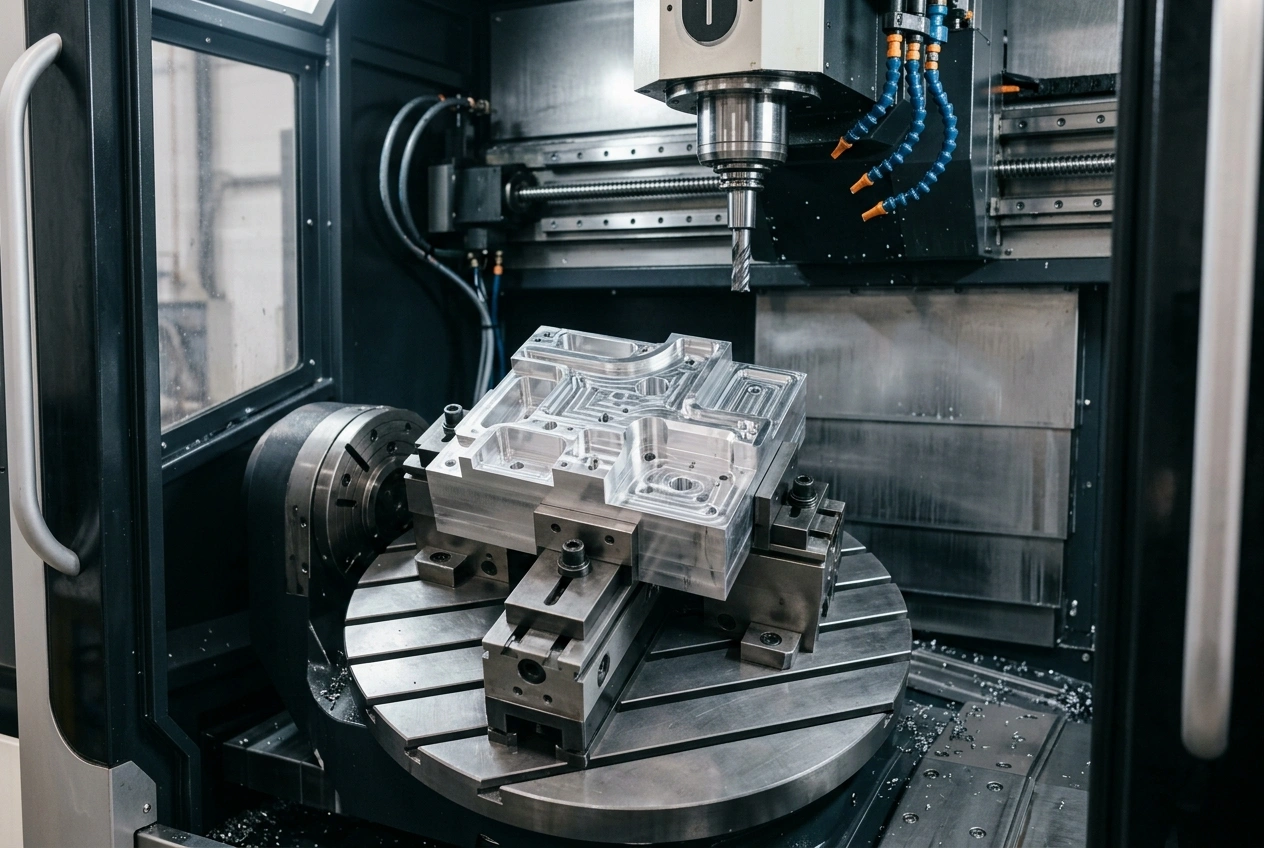
Like CNC milling, five-axis work still removes material with a rotating cutter. The machine simply adds motion beyond X, Y, and Z: the spindle or table can tilt and rotate so the tool reaches sloped walls, tight pockets, and blended surfaces while the part stays fixtured.
Advanced 5 axis CNC machining pays off on brackets, instrument bodies, and industrial hardware where tilted bores, seal faces, and contoured skins must line up in inspection—not only in CAD.

Why One Setup Can Beat Three
Every time a part is unclamped and reclamped, you introduce tolerance stack from fixture variation. Multi-axis paths reduce that cycle by machining more faces in one clamping when the machine can reach them. The result is often shorter total floor time for complex parts—not because the spindle runs faster, but because repositioning, alignment, and re-qualification happen less often.
We quote that honestly: if a simpler 3-axis sequence with an extra setup is cheaper and still meets your print, we will say so. If simultaneous multi-axis milling is the only practical way to hit your surfaces, the quote will show why.
How We Use Multi-Axis Milling
Use this as a quick map—not a substitute for a drawing review. Exact machine kinematics and limits are confirmed during CAM and prove-out.
| Focus | What it solves | Typical benefit |
|---|---|---|
| Multi-axis movement | Tool access to tilted faces, pockets, and compound curves | Complex geometries with fewer manual repositioning steps |
| Positional (3+2) | Indexed angles, then 3-axis cuts in that orientation | Efficient roughing and semi-finishing on multi-sided parts |
| Simultaneous motion | Coordinated 5-axis finishing passes | Smoother blends on sculpted or blade-like surfaces |
| Single-setup discipline | Stable datums through critical operations | Better repeatability for tight tolerance manufacturing |
For purely rotational hardware—shafts, sleeves, deep bores—CNC turning may still be the right first process; we combine processes when prints demand both prismatic and cylindrical work.
From Model Review to First Article
Engineering review. We read solids and drawings for undercuts, reach limits, thin walls, and tolerance stacks that will drive tool length and chatter risk.
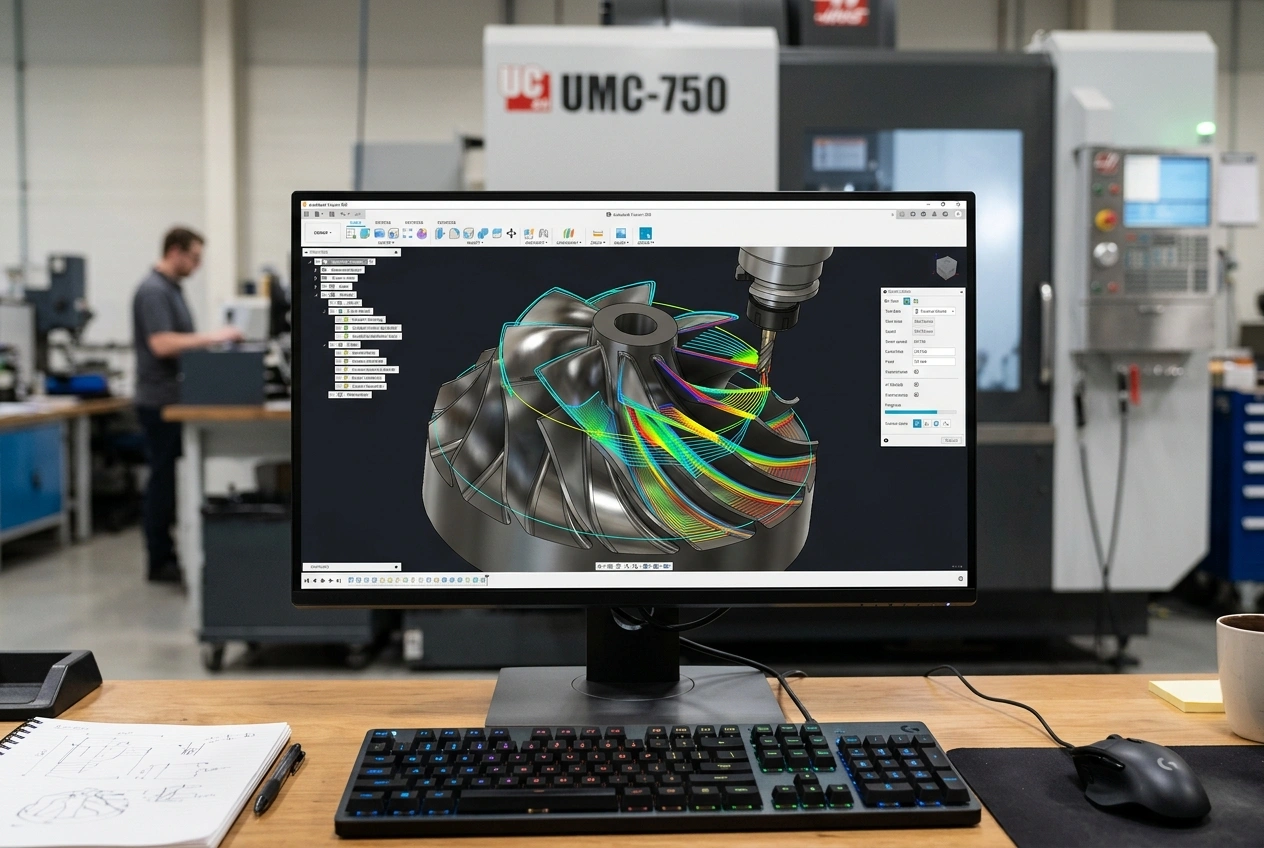
CAM and simulation. Toolpaths are verified for collisions, holder clearance, and smooth motion—especially on simultaneous finishing passes.
Fixturing. Vises, fixtures, and soft jaws are chosen to keep the blank rigid through rotary moves; weak hold-downs show up as surface chatter before they show up on a CMM.
Prove-out and production. First-off inspection aligns with your critical features; production releases repeat the same setup discipline so lot-to-lot variation stays controlled.

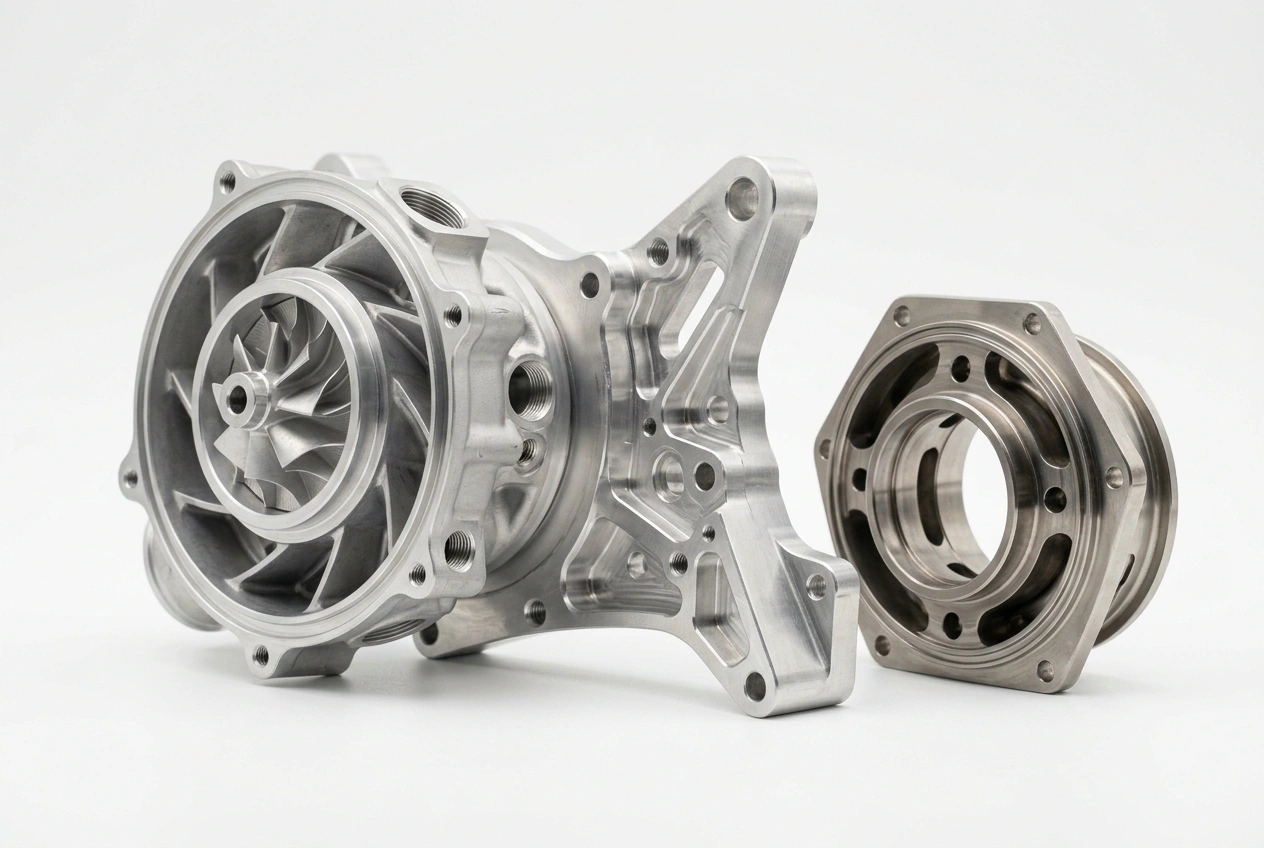
Parts That Benefit Most from Multi-Axis
Teams specify 5 axis CNC machining for lightweight structural brackets, pump and valve bodies with oblique ports, optical and sensor housings with blended seals, and prototype parts that need to match production geometry without hand fitting. We stay within the certifications we publish—ISO 9001:2015—and document inspection to the level quoted; we do not claim sector registrations we cannot support on paper.
If you are comparing vendors for aerospace-style or medical-device-style risk, lead with your drawing: material, finish, and verification plan drive the real scope more than marketing adjectives.
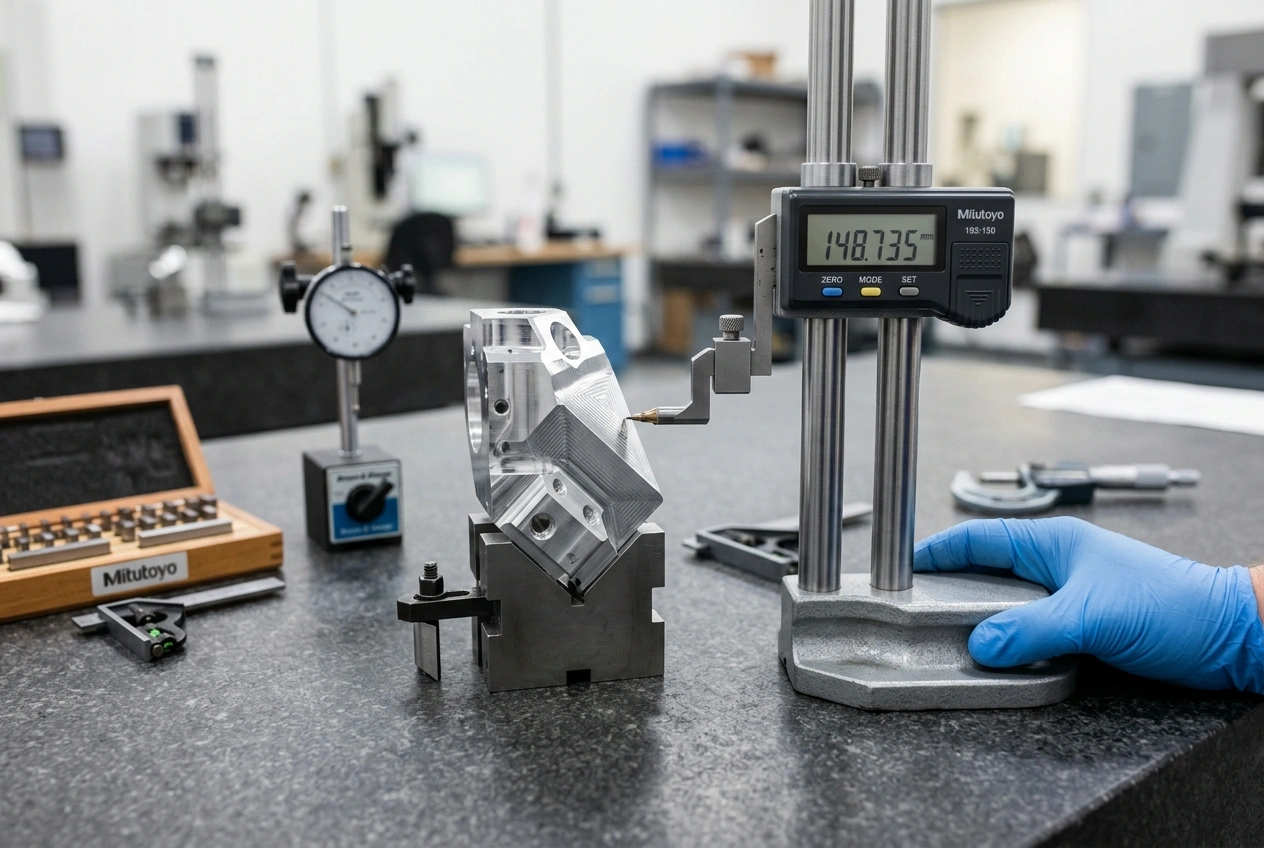
Finish Quality and Dimensional Proof
Multi-axis finishing can improve surface continuity on curved geometry because the tool stays oriented to the face being cut—reducing scalloping from ball-end compromises. Tolerances still come from controlled setups, appropriate tooling, and metrology—not from axis labels alone.
When you need CMM reports, FAIs, or material certificates, we align the inspection plan to the features you measure in incoming QC so approval is predictable.
What You Get With Our 5-Axis Service
More axes on a brochure mean nothing if the path plan does not match your surfaces and tolerances.
Strategy Before Motion
We pick simultaneous, 3+2, or mixed sequences from your surfaces—not a one-size-fits-all program.
Simulation-First CAM
Collision-checked toolpaths reduce scrap on expensive blanks and long roughing cycles.
Metrology Matched to Risk
Critical features get planned checks—not a generic inspection paragraph.
Export Logistics
Packing and documentation for buyers in North America, Europe, and Australia.
Questions About 5-Axis CNC Machining
What is 5-axis CNC machining?
Five-axis CNC machining uses a milling process where the cutter can be positioned and driven along three linear axes—typically called X, Y, and Z—plus two additional rotary degrees of freedom. On most equipment those rotary axes tilt and/or rotate the tool or the workholding (often labeled A, B, or C depending on the machine). That extra reach lets the tool stay oriented to curved walls, deep pockets, and undercuts with fewer manual setups than conventional 3-axis milling.
What are the five axes on a CNC machine?
The first three axes are linear: movement along X, Y, and Z. The fourth and fifth axes are rotary: they rotate the part and/or tilt the spindle or table so the tool can approach the work from angles that a fixed 3-axis setup cannot reach in one clamping. Exact axis naming (A/B/C) varies by builder, but the goal is the same—control tool orientation relative to the surface being cut.
What is the difference between simultaneous 5-axis and 3+2 machining?
Simultaneous (or “full”) 5-axis means the machine can move all five axes in coordinated motion during a cut—useful for smooth finishing of complex surfaces. “3+2” or positional 5-axis means the rotary axes move between cuts to lock the part at a fixed angle, then machining runs as three-axis toolpaths in that orientation. Both reduce setups; simultaneous motion is often chosen for blended surfaces and tight blend quality, while 3+2 can be very efficient for prismatic parts that simply need access from multiple directions.
When does a part actually need 5-axis machining?
Consider 5-axis when your design has limited tool access in 3-axis, when multiple tilted holes or pockets must stay on relationship without re-fixturing, or when you need a smoother finish on compound curves. If the part is mostly open prismatic work with clear top or side access, 3- or 4-axis milling may be enough. During quoting we compare setup count, cycle risk, and tolerance against simpler strategies so you only pay for multi-axis when it buys real value.
What tolerances can 5-axis machining hold?
Achievable tolerances depend on workpiece stiffness, tool reach, material, and how aggressively we can finish without chatter—not on the axis count alone. Many features are held to standard or precision bands quoted on your drawing; tighter bands are applied where geometry and metrology allow. Critical relationships should be called out so we can plan probing, CMM sampling, or functional checks in the same order you inspect incoming parts.
Which materials can you run in 5-axis programs?
We machine aluminum and steel alloys, stainless grades, titanium, brass and copper alloys, and engineering plastics such as PEEK, acetal, and nylon where rigidity and fixturing allow. Alloy choice drives speeds, feeds, coolant, and whether we prefer roughing and finishing passes in different orientations. Tell us about plating, heat treatment, or welding downstream so we leave appropriate stock and deburr strategy.
What CAD and drawing files should I send for a 5-axis quote?
Solid models in STEP, STP, IGES, IGS, or Parasolid (X_T) are preferred. Add a PDF or DWG drawing for datums, GD&T, surface finish, and threads that are not fully modeled. For complex surfaces, highlight which faces are cosmetic versus functional so CAM time targets the right quality level. If you have a preferred machining orientation or a critical setup datum, note it before programming starts.
How do 5-axis jobs affect lead time and cost?
Multi-axis work can reduce total lead time when it eliminates extra setups and hand-offs, but cycle programming and prove-out are more involved than simple 3-axis plates. Cost follows machine time, tooling wear, inspection scope, and risk—not a single hourly rate. We quote lead time and inspection depth together so procurement sees the full picture before release.
Get a 5-axis CNC quote
Upload models and drawings. We respond with lead time and a clear plan for tight tolerance manufacturing on multi axis geometry — under our ISO 9001:2015 Dongguan system.
Why buyers choose us
- 12–24h quote turnaroundPricing, lead time, and DFM feedback — fast.
- NDA-ready & confidentialYour CAD files and IP stay protected.
- ISO 9001:2015 certifiedDocumented inspection at every stage.
- No fixed MOQFrom single prototypes to full production runs.